Optical transmission hardware integration one-stop service provider

Views: 6 Author: Ada Ru Publish Time: 2022-11-30 Origin: Site
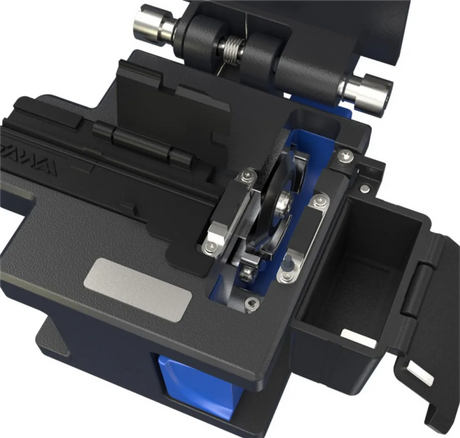
The optical fiber connection adopts the fusion method. Welding is done by melting the ends of the fiber and connecting the two fibers together, a process similar to wire welding, which is usually accomplished by arc welding, as shown in the following figure: 1, fiber fusion equipment and tools as shown in the following figure: 2, fiber fusion process and steps: (1) stripping cable, the damaged and deformed parts during construction should be removed before the cable is peeled off. Special peeling tools should be used to peel the outer sheath of the cable about 1m in length, such as in the case of armored cable, use Pliers to clamp the steel wire in the sheath of armored optical cable, Peel the outer sheath of the steel cable, and fix the optical cable in the junction box, wipe the ointment with toilet paper, then put it into the junction box.(2) the optical fibers are respectively passed through the heat-shrinkable tube by the sub-fibers. As shown below: (3) prepare welding machine, turn on the welding machine power supply, use the preset program for welding, and in use and use in time to remove the welding machine in the dust, especially the fixture, dust and fiber foams in each mirror and v-groove. (4) the quality of the end-face of the optical fiber will directly affect the transmission quality after the optical fiber docking, so the end-face of the optical fiber to be spliced must be well made before splicing. First, the coated layer on the core of the fiber is peeled off with the special fiber stripping pliers configured by the fiber splicer, and then the bare fiber is wiped several times with clean cotton dipped in alcohol, with moderate force, the following figure: then cut the fiber with a precision fiber cutter, the cutting length is generally 10mm ~ 15mm, as follows: (5) place the fiber into the v-shaped slot in the Splicer, carefully pressed on the fiber platen and fiber clamp, in order to set the position of the fiber in the pressure plate according to the cutting length of the fiber, generally the cutting surface of the butt-joint fiber is near the tip of the electrode. Close the wind shield, press“SET” button can be automatically fused, as follows: (6) remove the fiber heating furnace heat shrink pipe to open the wind shield, the fiber from the Splicer, and then put the heat shrink pipe in the middle of the bare fiber, heat in a heating furnace. The heater can use 20mm miniature heat-shrinkable tube and 40mm and 60mm general heat-shrinkable tube, 20mm heat-shrinkable tube takes 40 seconds, 60mm heat-shrinkable tube takes 85 seconds. Below.

3. During the whole process of splicing, to ensure the splicing quality of optical fiber, to reduce the additional loss caused by disc fiber and the possible damage to optical fiber caused by sealing box, the quality of each core fiber should not be judged by the naked eye alone: 1) the quality of each splicing point should be monitored in real time during the splicing process; 2) the optical fiber on the disk should be inspected regularly after each splicing to determine the additional loss brought by the optical fiber on the disk; 3) the optical fiber should be tested uniformly before sealing the junction box to find out whether there is any missing detection and whether there is any extrusion on the optical fiber and the joint due to the space reserved by the optical fiber; 4) after sealing the box, all optical fibers should be monitored finally to check whether the sealing box is harmful to the optical fiber. 4. There are many factors that affect the fiber splice loss, which can be divided into intrinsic factors and non-intrinsic factors. The intrinsic factor of optical fiber is the factor of optical fiber itself, there are four main points: 1) the diameter of optical fiber mode field is different; 2) the core diameter of two optical fibers is mismatched; 3) the cross section of the core is not round; 4) the core and the cladding are not well concentric. The connection technology is the non-intrinsic factor that affects the connection loss of optical fiber. 1) axial dislocation: single-mode fiber core is very thin, two docking fiber axial dislocation will affect the connection loss. 2) axial tilt: When the cross section of the fiber is tilted by 1 ° , the connection loss is about 0.6 db. If the connection loss is required to be ≤0.1 db, the tilt angle of the single-mode fiber should be ≤0.3 ° . 3) end-face separation: the connection of the movable connector is not good, it is easy to produce end-face separation, resulting in greater connection loss. 4) end-face quality: fiber end-face roughness difference will also produce loss, or even bubbles. 5) the physical deformation of optical fiber near the junction point: the tensile deformation of optical fiber cable in the process of laying, the pressure of clamping optical fiber cable in the junction box is too big, etc. . Other factors, such as operator's operation level, Operation Procedure, disc fiber technology level, electrode cleanliness in welding machine, welding parameter setting, working environment cleanliness, etc.